Guide to Material Handling Equipment

key takeaways
Looking to improve your warehouse’s productivity and safety? Holt of California’s guide to material handling equipment can show you how. Learn about the four types of equipment, from forklifts and pallet jacks to automated systems and storage solutions. Discover how the right tools can transform your operations.
Quick Navigation
- What is Material Handling Equipment?
- The Different Types of Material Handling Equipment
- Benefits of Material Handling Equipment
- Top Material Handling Equipment Options
Do you want to improve your warehouse or storage facility? If so, you’ll want to invest in material handling equipment. With this equipment, warehouses regularly improve their staff’s productivity, organization and safety. If these sound like benefits you’re interested in, you’ll need to know more about material handling equipment.
To be an informed buyer, you should learn more about the types and uses of material handling equipment. Before you make the decision to invest, you should also know the top advantages associated with the equipment and some of the best options on the market today.
WHAT IS MATERIAL HANDLING EQUIPMENT?

Material handling equipment is any piece of equipment that controls, stores, protects or transports materials, products or goods. This type of equipment covers those used in the process of producing, distributing, consuming and disposing of materials. Sometimes, it’s also described as the mechanical equipment that makes up the entire system.
THE DIFFERENT TYPES OF MATERIAL HANDLING EQUIPMENT
There are various types of material handling equipment that assist at different times in the material handling process. So, how many types of material handling equipment are available? Typically, material handling equipment is broken up into four categories: industrial trucks, storage and handling equipment, engineered systems and bulk material handling.
1. INDUSTRIAL TRUCKS

One of the broadest categories of material handling equipment is industrial trucks. Although industrial trucks cover several different pieces of equipment, they all relate to transporting materials and often come in the form of a forklift. These industrial trucks can refer to both basic hand-operated devices and more complex motorized vehicles. Whether motorized or hand-operated, they’re built to help transport pallets and other materials inside your warehouse. Some of the types of industrial trucks include:
- Order pickers: An order picker is an electric lift truck that’s built to fulfill customer orders. Instead of grabbing whole pallets or loads, the order picker has the ability to grab smaller pieces of material. It’s great for times when an operator needs to pull parts from a variety of SKUs and pallets. The best order pickers will lift the operator up the mast during the order picking task to make it easier for them to select the needed item.
- Pallet jacks: Pallet jacks are used to assist with moving materials and are the most basic type of forklift available to use. These pallet jacks come in different load capacities, speeds and widths, so they can meet the varying needs of users. Additionally, electric pallet jack models can come with a variety of systems that help with picking and navigation.
- Walkie stackers: These stackers come with a mast that helps users lift pallets up as high as needed. Typically, walkie stackers are built to have an operator behind the lifting mechanism. Like forklifts, the machine has a fork on the front to help with lifting and transporting pallets. The walkie stacker is controlled with a tiller, which the operator can lift and move.
- Sideloaders: Sideloaders are pieces of automated equipment similar to forklifts, but instead of loading from the front, they load from the side. The top choices for sideloaders will have multidirectional steering for navigating confined areas while handling materials. Typically, sideloaders are used for long loads and pallets.
- Telehandlers: Telehandlers are a type of lifting machine that utilize both an attachment and boom to pick up materials and transport them around a worksite. Telehandlers are perfect as a forklift when outfitted with a fork attachment due to their usually high load capacity, as well as their ability to lift loads higher than normal forklifts.
- Hand, platform and pallet trucks: Hand trucks are sometimes referred to as a box cart or dolly. They come with wheels, handles on one side and a platform to place objects on. Oftentimes, hand trucks are used to move pallets short distances. Platform trucks are like a two-wheeled dolly that has an extended deck. Additionally, pallet trucks refer to industrial forklifts that are either manually operated or engine powered.
2. STORAGE AND HANDLING EQUIPMENT
Storage and handling equipment is a simple but crucial type of material handling equipment employed in warehouses. This type of equipment is used, like the name suggests, to store and handle materials while they await transport to a new destination. These pieces of equipment are often relied on to ensure that materials are stored in a space-efficient manner in a warehouse, as well as improving efficiency on the warehouse floor.
Storage and handling equipment is also defined by it not being automated, as automated storage and handling equipment falls under the equipment category of “engineered systems.” These pieces of non-automated equipment can be used for short or long term storage needs. They’re perfect for companies looking to keep their warehouses organized, clutter-free and easy to navigate.
Some of the top pieces of storage and handling equipment include:
- Shelves, bins and drawers: To keep a warehouse organized, companies regularly turn to bins and drawers, as they can keep parts, tools and products in the appropriate place. Shelving units help users place their materials on multiple levels in a secure manner.
- Racks: There are a variety of frameworks that make up racks to help store specific types of materials. Some popular racking solutions include wire decking, pallet racking and cantilever brackets, each specializing in storing specific types of materials.
- Stacking frames: If you want to avoid crushing materials while you stack loads, you’ll need stacking frames. These frames are interlocking units that help with stacking and keeping loads from weighing down on one another, causing damage to materials.
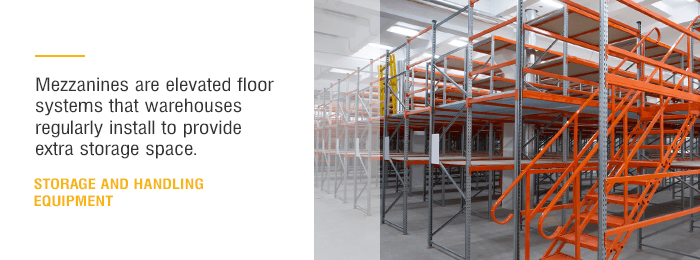
- Mezzanines: Mezzanines are elevated floor systems that warehouses regularly install to provide extra storage space. They are raised off the ground at varying heights to help you store materials above your ground storage areas. Additionally, they can be installed and taken down with ease, giving you plenty of flexibility with how they’re used.
3. ENGINEERED SYSTEMS
A close cousin to storage and handling equipment, engineered systems encompass automated systems that make storage easier. Typically, they’re constructed out of automated units that assist with enabling more efficient storage, handling and transportation of materials, even in large volumes or sizes.
Learn more about some of the primary kinds of engineered systems below:
- Automatic guided vehicles: An automatic guided vehicle is a type of mobile robot that moves materials around a warehouse or another kind of facility by following wires or markers on the floor.
- Conveyor systems: Conveyor systems typically carry heavy materials to pre-set locations through the use of live rollers, belts and flexible chains. This is one of the most popular types of material handling equipment in warehouses, as it helps to transport large volumes of items and materials quickly.
- Robotic delivery systems: Robotic delivery systems refer to automated systems that transport materials and move products onto an assembly line in a facility.
- Automated Storage and Retrieval Systems: Automated Storage and Retrieval Systems, or AR/RS, are automated structures that are large and involve shelves, aisles and racks. Typically, they’re used with a mechanized system that facilitates the fast retrieval of items. They also can integrate into a facility’s network to monitor logistical systems and stock control.
4. BULK MATERIAL HANDLING
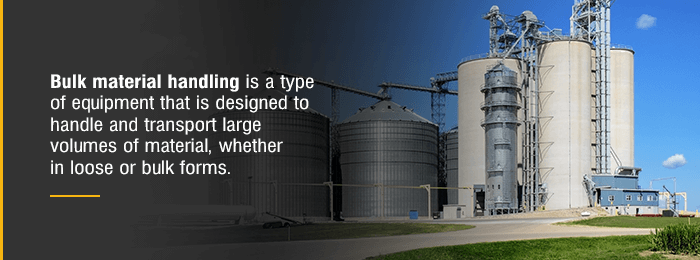
Bulk material handling is a type of equipment that is designed to handle and transport large volumes of material, whether in loose or bulk forms. Usually, the material that this type of equipment handles comes in a loose form. Like engineered systems, they can also use conveyor belts to assist with horizontal transportation of the loose items.
The following pieces of bulk material equipment are some of the most commonly used:
- Grain elevators: If you store grain, grain elevators help move it throughout your facility.
- Bucket elevators: Otherwise referred to as grain legs, bucket elevators help to vertically haul your bulk materials.
- Silos: Most commonly known for storing grain, silos are towers that can also store other bulk materials like woodchips, food products, coal and sawdust.
- Hoppers: Hoppers are a type of container for bulk materials that then discharge and taper any stored materials at the bottom.
- Reclaimers: To retrieve materials and other items from stockpiles, warehouses rely on large machines called reclaimers. Reclaimers are a type of machine that recovers bulk materials from stockpiles.
BENEFITS OF MATERIAL HANDLING EQUIPMENT

1. GREATER INVENTORY MANAGEMENT
One of the big draws of using material handling equipment is a company’s ability to better handle their inventory and keep track of it. The equipment ensures that your materials are in the right place and arrive where they need to be at the right time. Essentially, with this type of equipment, you receive greater control over your inventory, handling it with greater accuracy and storing your material at accessible locations.
With improved inventory management, you’ll be able to locate items faster and reduce the chances that your staff will misplace items throughout the course of a day. Knowing where materials are and having equipment designed to handle inventory results in fewer accidents that lead to damaged products.
2. MAXIMIZED PRODUCTIVITY
When you choose material handling equipment, you streamline many of your tasks, reducing the number of workers needed to handle various functions and speeding up many tasks. The best equipment is also designed to be intuitive to operators, helping them maximize their time at work by getting more tasks done faster and with greater ease.

If you ship items from your warehouse, you’ll be happy to know that material handling equipment can help you cut shipping and handling costs. These pieces of equipment can help make the shipping process faster. For example, conveyors can take shipping materials from one point to another without requiring heavy lifting from your staff. As a whole, material handling equipment reduces the amount of staff it takes to ship and handle items, thus improving productivity.
As a result of all these productivity benefits that material handling equipment provides, you’ll free up your workforce’s time significantly. With this extra time, you can have staff begin to explore new opportunities at the warehouse, accomplish old tasks faster and take on new business since your workforce will be able to keep up with demand.
3. IMPROVED WORKFLOW
Creating a better workflow is crucial to effective operations at your warehouse and your facilities. Different types of material handling equipment can assist with upgrading your workflow. For one, the equipment reduces the amount of manual labor and workers on the warehouse’s floor, helping to keep lanes clear and prevent any traffic from building up. Some pieces of equipment can also navigate hard to reach areas, helping them keep off the main pathways that your other equipment needs to travel on.
4. BETTER CUSTOMER SERVICE
Customer service is one of the areas often overlooked that material handling equipment impacts positively. By improving the workflow, increasing productivity and storing items in a more efficient and safe manner through the use of material handling equipment, a company directly improves the level of customer service they provide.
As you implement overall improvements in your storage, handling and transportation processes, you’ll give a better experience to your customers. By improving workflow and tracking inventory more effectively, you’ll be able to get shipments to customers faster, reducing the number of missed deadlines. Additionally, the automated transportation and storage options prevent products from becoming damaged due to user error, helping to ensure your products don’t arrive at the customer’s door broken.
5. SAFER WORKPLACE
One of the benefits that workers appreciate the most from material handling equipment is the lessening of manual labor in their day-to-day duties. Instead of having to pick up or adjust materials on their own, they’ll have the equipment to do it for them. Reducing manual labor in the workplace makes the day less tiring for employees and prevents injuries.
Warehouse workers are more likely to experience hand and back injuries when they have to handle material on their own. Picking up material that’s too heavy can cause a worker to throw out their back, among a number of other injuries. By investing in material handling equipment, you’re investing in the safety of your workforce.
6. INCREASED WORKER SATISFACTION AND EFFICIENCY

Besides helping your bottom line by improving productivity and keeping work flowing smoothly, material handling equipment can also lead to higher worker satisfaction. One reason for the increased worker satisfaction is the equipment’s ability to prevent injuries and keep employees safe. Without having to worry about getting injured at work, workers can approach their tasks more confidently and keep their spirits high.
Another reason why employees appreciate material handling equipment is because it helps them complete jobs faster and reduces the amount of physical labor they have to do each day. Along with improving worker satisfaction, the time-saving benefits of the equipment help employees complete more tasks in a day, leading to higher worker efficiency.
TOP MATERIAL HANDLING EQUIPMENT OPTIONS
As you search for new equipment to improve your warehouses or other facilities, check out some of the best examples of material handling equipment on the market today:
1. CAT® LIFT TRUCKS

Caterpillar® is one of the most trusted companies in the world because of their high-quality machines and equipment that they regularly release. As such, Cat lift trucks are some of the best options for your material handling needs. The following lift trucks are well-suited for a variety of purposes:
- Electric Cat Lift Trucks: In contrast to gas-powered trucks, Electric Cat Lift Trucks come prepared to give you all the power you need, combined with a lack of emissions and sound. For example, the electrical EC23N-EC30LN series of cushion tire lift trucks are exceptional options for most uses, as they provide mid-size power in a high-performance, energy-efficient package.
- IC Cushion Tire Cat Lift Trucks: IC cushion tire lift trucks feature cushion tires that are made out of a metal band that have a smooth rubber covering fitted around it. They are quite maneuverable and are also great at handling on smooth ground. The GC35K-GC70K series of cushion tire lift trucks from Cat are some of the best mid-size IC Cushion Tire Lift Trucks available today. They offer up to 15,5000 pounds of lift capacity with a max lift height of 233 inches.
- IC Pneumatic Cat Lift Trucks: Pneumatic trucks are defined by their pneumatic tires, which have tires that are similar to those used on trucks and cars, along with their internal combustion engine. The GP40N-GP55N series of mid-size IC pneumatic lift trucks has a max lift capacity of 12,000 pounds and a max lift height of 238 inches, making them great options for most warehouse handling needs.
2. TURRET TRUCKS
Turret trucks, or turret forklifts, are used to reach pallets and materials that are stacked high. They are often utilized by warehouses where space is tight and material has to be stacked vertically. Holt of California offers turret trucks that feature rechargeable batteries, max lift heights of 40 feet, the ability to navigate 5 feet wide aisles and wire guidance for steering.
Man-Down and Man-Up Jungheinrich Turret Trucks are some of the best options available to companies. The Man-Down series of turret trucks are designed so the operator controls the side-mounted mast and lift attachment from a forward-facing seat. The Man-Up series of turret trucks allows the user to adjust their seat’s height, going up as high as the lift’s mast. Either option delivers superior ergonomics, lifting capacity and efficiency.
3. REACH TRUCKS
Sometimes referred to as reach lifts, reach trucks are a type of forklift that are designed to retrieve pallets and materials in narrow aisles. Many of these trucks even come with deep reach shelving capabilities that go two pallets deep. Reach trucks are ideal for facilities with narrow aisles because their positioning ensures that less of a load protrudes from them. Additionally, since forks are on a right angle on the truck’s side, the truck doesn’t have to turn, which is a difficult task in a narrow aisle.
Reach trucks offered by Holt of California come in models that fit in aisles that are only 8 feet wide. They also come in models that have an impressive reach height of 24 feet, alongside a load capacity ranging from 2,200 to 5,500 pounds.
TURN TO HOLT OF CALIFORNIA FOR YOUR MATERIAL HANDLING EQUIPMENT NEEDS

For over 80 years, Holt of California has partnered with customers to provide them with the best equipment and support. We offer a vast inventory of material handling equipment, making it easy for you to find something perfect for your needs.
Browse our material handling equipment for sale today and find your local dealership. If you have any questions while looking through our equipment, contact us to speak with one of our trusted representatives.
View Our Material Handling Equipment
Additional Resources on Material Handling Equipment:
